

ABSTRACT

University, Australia
Investigation to solve machinery problems is a key activity in managing assets to improve their reliability. A determined engineer can achieve much in leading such troubleshooting by consulting all involved, but some plant problems can still prove difficult if not impossible to solve. Two case studies are presented, with the aim of encouraging engineers, particularly those early in their career, to use a group approach rather than try problem-solving by working alone. The first was a long-standing major plant problem that had eluded solution for many months. Eventually, all the technical people from the operating, maintenance and engineering departments were brought together at the one time in one room. The synergy that was developed in a relatively short meeting brought out more observations and facts – leading to successful solution of the problem – than any of the people had recalled when questioned individually. The second study shows a variation in style of group problem-solving that was found to be more appropriate, at the time, for non-technical issues.
Introduction
Investigation to solve machinery problems is a key activity in managing assets to improve their reliability. A determined and persistent engineer can achieve much in leading such troubleshooting by consulting all involved. Some plant problems can still prove difficult, if not impossible, to solve that way. This can be difficult in organisations where “silos” exist: organisational units are led to have such high team motivation and identity that they tend to work independently of other units. There is a real danger that problem-solving can be seen as a “witch-hunt” to apportion blame. Working together should surely be encouraged. It is hoped that newer engineers would be inspired to try and find such an approach useful.
This paper describes how a long-standing major plant problem was solved using the synergy that can be generated when a group of people are gathered together to focus on a problem in a non-threatening way.
For non-technical problems, a variation in style of group problem-solving can be more appropriate, and the second example will show an approach that used, in a series of meetings, a vertical wedge of people from the same organisational unit.
Since the experiences related here, structured problem-solving methods have become better known and more widely available, such as Root Cause Analysis [1], or the Kepner-Tregoe approach [2]. In the organisational situation described, such methods were not known to those involved at that time, nor were computer-assisted methods available. It is felt that there is value in sharing the experiences, as what was learnt is also applicable to such other more recently available processes.
The plant
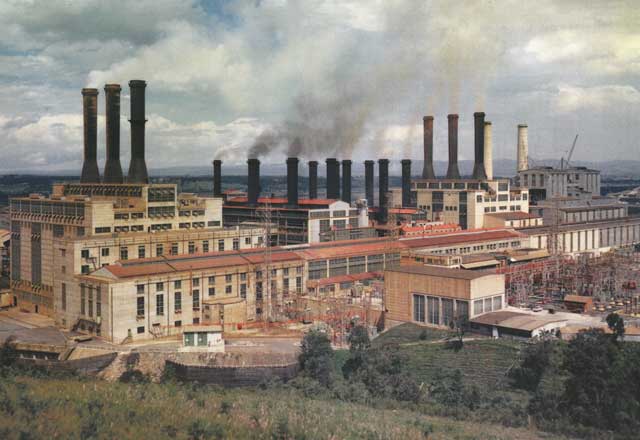
The plant involved in the first case study was the boiler and ancillary plant of a power generation unit. Only the details that are relevant to the case are given here.
The boiler was one of two adjacent identical 120MW units at the original Yallourn Power Station, Victoria, Australia. The fuel is lignite: of high moisture (62% to 69%) content [3]. (The station was demolished in the 1980s). The waterwall furnace was hexagonal in plan, different from the usual rectangular layout for utility boilers. The furnace height was 37m with sides of 6.3m length.
Each wall had one burner group, supplied from a pulverising mill/exhauster fan unit. The exhauster fan drew hot gas from furnace exit level to mix with the coal in the pulverising mill, then supplied it to the associated burner group. In plan, the burners were offset from the centre to achieve a flame firing circle in the centre of the furnace. It had been found on earlier boilers with the same fuel that to obtain stable combustion the hot gas/coal stream had to be separated into two streams: one fuel-rich/gas-lean, and the other gas-rich/fuel-lean. These streams were supplied to two different burners, one located above the other. Most of the air for combustion was not admitted until the furnace wall. The arrangement is called separation firing, and is used on the bigger later units, up to 500MW, still in operation using these coals.
Separation was achieved using a centrifugal separator, or swirler, in each exhauster outlet. These had fixed blades that imparted a centrifugal effect to the gas/fuel stream, which entered axially with the fuel-rich stream led off via a volute ducting. Viewed from the entry, the blades looked somewhat like the entry view of a passenger jet engine. Because of the furnace’s hexagonal plan, and the required access so that the coal feeder conveyors could supply coal from the bunker side of the boiler, there were two types of separator. Three of the six imparted a clockwise spin to the fuel/gas stream, the other three counter-clockwise. The boiler could operate on full load with any five of the six burner groups in service (allowing one to be out of service for maintenance).
The boiler had been retrofitted with two electrostatic dust precipitators. These are basically quite large steel boxes, with discharge electrodes of form similar to barbed wire and collection electrodes rather like steel channel sections. Both were arranged to hang vertically with each discharge electrode centrally located to the gap in the matching collection electrode. A high positive voltage applied to the discharge electrodes charged the dust particles in the flue gas, causing them to migrate to the negatively charged collection electrodes. The electrode sets were arranged in several zones, each supplied with its own high voltage supply.
A mechanical hammer system rapped the collection electrodes in sequence, causing the dust to fall into a hopper, from where it was removed for disposal. In these systems, some dust is typically re-entrained in the gas stream, intended to be collected by other electrodes downstream. If the gas velocity is slow enough, as in more recent designs, efficiencies in the high 90% range can be achieved. Some visible emission was inevitable in this early design on these ash dusts.
A complex arrangement of ducting was needed to fit the two precipitators into the available space around the chimney stack, an interesting engineering challenge. To give an appreciation of the plant involved, Figure 1 shows in plan the layout of each boiler and its two precipitators, with the chimney stack in the middle and an ID fan each side. (This poor quality diagram is from the only remaining available drawing as published in Ref 3.)
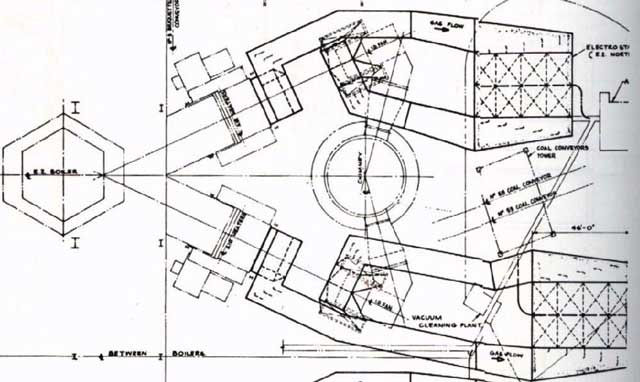
The boiler was the balanced-draught type usual on large boilers. Two forced draught fans provided air for combustion, and two induced draught fans drew the flue gases from the furnace through heat exchange sections, then through the dust precipitators and outlet to the stack. The automatic control system maintained furnace pressure at slightly below atmospheric. To give an indication of the physical size of the plant, Figure 2 shows one of the induced draught fans, viewed from the position “A” in the plan in Figure 1. The centre-line of the bearings is about 3m above the floor level.

The high moisture fuel used in all the lignite boilers in Victoria requires much larger boilers for a given output rating than for black coals, hence the duct sizes and induced draught fans are also relatively larger.
Operation issues
The boiler was licensed by the Environment Protection Authority (EPA) for emissions to air. The licence set a maximum level for dust in the gas in the stack, expressed in grams/normalised cubic metre. An optical monitor was fitted to sense across the stack and enable continuous recording of the dust emission on a chart recorder in the control room. The monitors were routinely calibrated in place with a thorough test using isokinetic sampling. The performance was regularly reported to the EPA, who could examine the charts, and also conduct their own calibration tests if they wished.
The coal supplied from the nearby opencast mine was not homogenous in quality. Some “smoky” coal from a certain level had a higher than usual alumina content, and its dust proved to be of very low density and was difficult to collect. When this coal was burnt, the light density of its ash/dust gave a “dirty” stack in appearance and on the monitor, even though its emission in mass terms was actually less. If the coal had been supplied long-term, a different monitor calibration would have been needed.
Dust emissions were a frequent topic at the daily station management meetings. Because the boiler’s stack was common to both precipitator outlets, an observed incidence of high dust emission could not be attributed directly to either precipitator, and investigations often failed to find any specific cause. Sometimes high emissions were apparent under what appeared to be similar operating conditions to other times when the coal was considered to be the same.
The electrode wires were subject to corrosion, and sometimes failed, so that a zone or zones would be out of service. Depending on the coal being burnt, emissions could remain below the allowable limit. Repairs would be made during a boiler clean or other outage.
The dust contained some unburnt fuel particles, and given sufficient inward leakage of local air, fires sometimes occurred in the precipitators. Usually these were controlled and extinguished without damage, but not always. Sometimes the affected zones were taken from service until a convenient outage.
Air leaking in also resulted in increased gas flow for the induced draught fans, increasing the power requirements. Higher gas flow meant a higher gas velocity, reducing the efficiency of dust collection.
Responsibilities
As with any production organisation, the plant had its people in several sections, with responsibilities differing. Military-style management structures prevailed, as might be expected at the first power station set up in the 1920s by the new semi-government enterprise – the then State Electricity Commission of Victoria – set up and headed by distinguished engineer/soldier Sir John Monash. Those relevant to this case were:
Operations: comprised the shift staff performing minute-by-minute operation of the plant. They also reported any plant faults for maintenance attention and isolated sections of the plant as required to make safe for maintenance access, and issued access authority.
Mechanical maintenance: a large section of mechanical tradespeople and supporting workers: fitters, boilermaker/welders, riggers, trades assistants, cleaners, transport operators. Apart from attention to dust handling plant, and physical repairs to the electrodes, their role for the precipitators was the extensive cleaning at outages.
Electrical plant: a smaller section of electricians and supporting workers. A foreman performed a daily walk-around of the precipitators and checked local control settings, reporting zones out of action.
Technical services: a mixed section, with engineers, condition monitoring technicians, chemical staff, and instruments and controls tradesmen. Activities relevant to the precipitators were instrument maintenance and improvements, investigations of plant problems, air checks for safe entry (confined spaces). A major revamp of the control systems to a Distributed Control System (DCS) type was under way, with one unit completed.
The Problem
High dust readings were again evident on one 120MW unit. Significant unit offloading would be necessary at substantial cost if the licence limit was not to be breached, so it was an urgent issue at the daily management meeting.
However, on this day, its adjacent twin boiler unit was operating at the same output, yet its dust emission was within limits. In exasperation, the head of the Electrical Plant section said that the reason for the high dust was a mystery, as the precipitators of both units were in the same condition, with the same number of zones in service. Investigation by section people had not found the cause.
It was decided to call a meeting of the people from each section to find out the cause and solve the problem.
The Meeting
The sections each sent their most suitable and available member. It was made clear that the solution was important to the station, and that it was not a witch-hunt to seek blame. As all those attending were well known to each other, only a brief introductory discussion was needed. Each then gave their contribution, with some more to-and-fro discussion.
These relevant key points emerged:
Electrical explained the zones and their status on both units, showing that both precipitators had the same number of zones in service and their performance would therefore be similar.
Mechanical said that at the last clean, it was noticed that one of the two precipitators was much dirtier than the other, with more dust present and lying about on surfaces in general.
Operations explained that on the same side of the boiler as that dirtier precipitator was the SW burner. It had been a “lazy” one for some years. Its flame looked shorter, and its heat output was evidently less than the others. This was shown by a higher total coal flow needed when that firing group was one of the five in service.
Technical services said that the general boiler operation was measurably more stable with the new control system. It was concluded that the only connection must be related to the lazy burner, and it should therefore be investigated as a first step.
In retrospect, application of the structured methods available today may have led to a solution more quickly.
The Outcome
Inspection of the lazy burner group was arranged at a convenient outage. Close inspection found that its separator had the blades laid out to give a clockwise swirl direction, not the expected counter-clockwise type for that position. This meant that the fuel/gas stream was not being separated and flowing correctly into its volute outlet as intended, but against it. Incomplete combustion at that burner group was the result, producing more ash and unburnt fuel.
Due to normal erosion, the separators had been replaced some years before, but it is not known why one should have been of the wrong hand. There were no spare separators around, and no incorrect separator of the other hand was installed, so the mistake must have been made in manufacture of the components, and those installing the items did not notice the difference.
Periods of lower emission at unchanged precipitator condition must have coincided with this lazy burner being out of service.
A separator of the correct hand was made and installed, and the problem was solved.
Another Group Approach – For Interpersonal Issues
From time to time, the organisation adopted specific management programmes, all intended to lift the performance of its people, and therefore that of its physical assets. However, as today, the language and jargon used by management was not always clear in meaning to those further down the line. (There is another danger where senior managers speak to a work group in that if the work group does not know the manager well, terms and lines intended to be “throwaway” may be taken at face value, and that may be far from what was intended.)
One programme created and promoted at near the time of the above problem was the “3P Programme”: people, participation and problems. The higher aim of the 3P activity was to improve workplace relationships. The concept was for teams to be set up consisting of a “vertical wedge” of the section. Only outline details of the process are given as recalled from memory, as any records were discarded. However, the overall success of the activity remains deep in the author’s memory from one of his early management positions, and is recounted here as an encouragement to try a similar approach.
During and following a training workshop led by a facilitator from the human resources area, teams were to develop a list of problems they perceived that reduced their work performance and achievement. Members of three other sections attended this start-up meeting. Over a series of regular meetings, solutions to the problems would be worked through and implemented. After several meetings the members from other sections left by their own decision (in two cases by transfer away).
In this section, the team involved members of its Instrument and Controls Group:
- Section head (the author)
- Engineer
- Overseer
- Foreman (one of five in the section – it had an apprentice centre)
- Leading hand
- Tradesperson
- Trades assistant
The problems identified were nearly all organisational and interpersonal. Meetings were held every two to three weeks over about eight months, and on occasion a person or people from another section attended when the particular problem was related to them. As the activity proceeded, there was conjecture, and even some suspicion, among other section members as to what was going on. Later in the process, other supervision and tradespeople from the section were invited to sit in at meetings to get direct understanding of what was happening.
Chairing of the group was rotated, as was the recording of decision and actions.
This programme had more benefits than the apparent and initial one of identifying problems, some of them sensitive issues, and coming up with solutions that were owned by the group. As the people got to know each other better, all came to realise that the others were human beings with many common aims, and that others in the team did have much to offer. This may sound strange, but perhaps not so when the context of the organisation is considered:
- Hierarchical/military style, with reporting up and down the line;
- Many levels in the hierarchy, with long history of “them and us”;
- Industrial relations sensitivity;
- The plant was in its declining years, with earlier parts closed and demolished, and staffing had been halved;
- Section heads were career engineers, and rarely held the position for more than two or three years, expecting to move on and up;
- The supervisors had been there for many years “and seen it all”;
- Tradespeople had been conditioned to do their job without asking why. “It’s not my job to think of solutions – that is the engineer’s job”
- The group had a tight culture, even having its own social club.
An evaluation afterwards by the facilitator showed that general satisfaction was gained by members as problems were tackled and solutions found.
An interesting example was the dissatisfaction expressed by operations about the weekend attendance by a rostered tradesperson. For many years, a tradesperson was rostered to come in and check key instruments on Saturdays and Sundays, and attend to any faults. The justification given was the safety of the plant, and the tradespeople believed that this was so important that the arrangement had been held to on days when the workforce was on strike. Strangely, the arrangement did not include public holidays.
The tradesperson was paid the minimum amount under the award of four hours’ pay for a call-in. Over the years, the time spent at the job got shorter, and operations even claimed that on one occasion, the tradesman’s wife sat waiting in their car while he did a quick check.
The issue was raised in the 3P process. The people involved were surprised that their activity was anything other than fully appreciated, and that it was seen by others as a “lurk”. Talking it through, the outcome was that the tradesperson would report to the shift manager on arrival, and again prior to departure. The shift manager would naturally ensure that value was obtained for the cost.
Because this issue was worked through over time, it was raised in a non-threatening way and a satisfactory outcome reached with the agreement of all concerned.
Conclusions
An alternative way of investigating the technical problem could have been to quiz everybody involved independently, but the combined discussion produced a synergy that is likely to have led to a solution more quickly, and with “buy-in” of all those involved. It is therefore concluded that a problem-solving meeting in an atmosphere where nobody felt under threat, and could and would speak freely, is worthy of use for similar problems. For more complex issues, now-available formal approaches could be used to facilitate discussion. The lessons learnt are also relevant today when more recently available techniques are applied.
For non-technical problems, a different approach is needed and another method of opening up communications between all levels of a work section was found not only to lead to solutions to problems, but to build up better interpersonal relationships.
References
1. http://en.wikipedia.org/wiki/Root_cause_analysis
2. Website: www.kepner-tregoe.com
3. Harvey, C. W. History of Yallourn Power Station, State Electricity Commission of Victoria (1994)
The author
In 1992, after 28 years in power generation in Australia and the UK, working on plant investigations and condition monitoring of a wide range of equipment, Ray Beebe joined Monash University at its Gippsland Campus where, until retiring in 2010, he coordinated its postgraduate distance learning courses in maintenance management and reliability engineering. He continued to teach his subject of condition monitoring up to 2016. He has authored over 80 conference and journal papers, and three books: Machine Condition Monitoring, Predictive Maintenance of Pumps Using Condition Monitoring, and Steam Turbine Performance and Condition Monitoring. Ray’s consulting activity has served over 35 customers in Australia and overseas. He may be contacted at r.beebe@federation.edu.au