

The results of a series of vibration monitoring studies on rolling bearings in wind turbine gearboxes and generators have been published by Schaeffler UK.

Machine vibration comes from many sources, and even small amplitudes can have a severe effect on overall machine vibration. Each source of vibration will have its own characteristic frequencies, which can be manifested as a discrete frequency or as a sum and/or difference frequency.
Vibration monitoring relies on the characteristic vibration signatures which rolling bearings exhibit as the rolling surfaces degrade. The technique is well established for monitoring the mechanical condition of wind turbine drivetrains, although signals from this type of equipment can be complex and difficult to analyse (M&E September/October, p13).
Vibration monitoring can also be used to assess the condition of drivetrain components prior to installation. Over a number of years, Schaeffler UK conducted a series of in-depth vibration monitoring studies on wind turbine gearboxes and generators, prior to installation on the turbine.
Wind turbine gearbox study
Rolling element bearings are manufactured to high accuracy, and great care is taken over the geometrical accuracy, form and surface finish of the rolling surfaces. It is important, therefore, that associated components such as shafts, housings, spacers and so on are all made to these high standards.
In addition, assembling the bearings and associated components in a clean and controlled environment with the correct tools is critical. Assembling large gearboxes is a skilled task and it is not uncommon to find that some damage has been caused to the bearing rolling surfaces during the assembly process.
Damage is easy to introduce, but detecting it is almost impossible without conducting some form of operational test. This often takes the form of running the gearbox on a purpose-built test stand under a range of operating conditions. In some cases, only operating temperatures are measured, but often this is not sufficient to detect damage to the bearing rolling surfaces.
Vibration measurements obtained from various positions on the gearbox, such as the input shaft, intermediate shaft and output shaft, are often the best approach to detect damage.
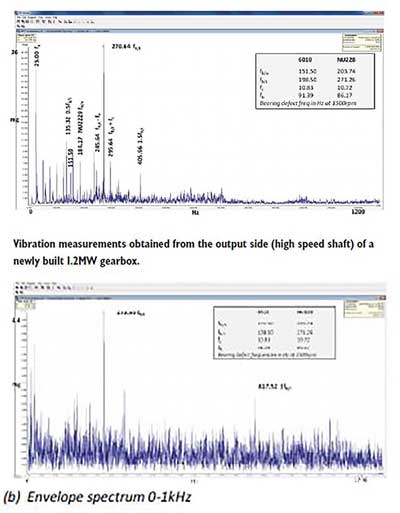
An example of such a vibration measurement is shown in Figure 1. As part of Schaeffler UK’s studies, a 1.2MW gearbox was run at 1,500rpm on a test stand and vibration measurements were obtained at various positions on the gearbox housing. The vibration spectrum obtained from the housing close to the high speed shaft is shown in Figure 1.
The calculated BPFI (ball pass frequency of the inner race) for the type NU228 cylindrical roller bearing on the high speed shaft was 271.26Hz. Present in the spectrum is a large amplitude vibration at 270.64Hz, which matches very closely with the calculated frequency. Either side of the vibration at 270.64Hz are a few sidebands at shaft rotational speed (fs = 25Hz). In the envelope spectrum, Figure 30(b), the BPFI is also evident at 272.50Hz, along with the third harmonic (817.52Hz).
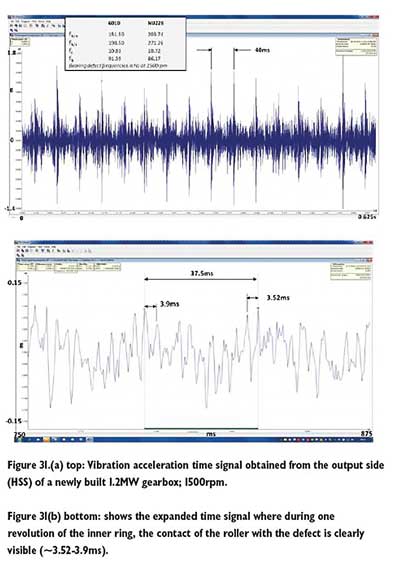
This indicates some damage may be present on the inner ring raceway; the absence of any significant harmonics of the BPFI suggests that the damage is fairly localised. This is further supported by the impulsive nature of the time signal, Figure 2(a), showing impulses at the output rotational speed (40ms or 25Hz).
Figure 2(b) shows the expanded time signal where, during one revolution of the inner ring, the contact of the roller with the defect is clearly visible (~3.52-3.9ms).

The gearbox was dismantled and examined and a localised fault was found on the inner ring raceway of the cylindrical roller bearing, Figure 3.
This damage occurred during the assembly process, the most likely cause being misalignment between the inner ring and outer ring/rollers as the inner ring-shaft and outer ring-housing were aligned and assembled together.
It would have gone undetected without the vibration measurements, resulting in shortened service life and premature failure of the gearbox. In this case, the value of a detailed vibration analysis is obvious.
For a copy of the full report Vibration monitoring of rolling bearings to maximise asset reliability, contact Schaeffler UK’s communications & marketing department on info.uk@schaeffler.com